
單片機控制精密點焊機系統結構設計
單片機控制精密點焊機系統結構設計
1)焊接循環控制
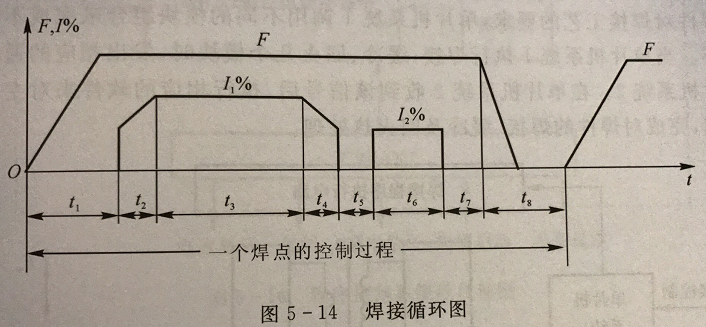
精密點焊機焊機工作時的焊接循環圖。圖中t1~t;階段分別為預壓、預接、緩冷、通電間隙、回火、維持、休止過程。其中,t2~t4階段可合并起來稱次通電過程,t階段可稱為第二次通電過程。在t1~t2階段一直加壓,直到止階段壓力去除,一個焊接循環過程結束。個焊接循環的控制過程與單相交流焊機基本相同,不同之處在于通電過程路的控制。I F.%o1%個焊點的控制過程
圖5-14精密點焊機焊接循環圖
2)精密點焊機主電路的控制時序
5-9所示為主電力電路,其控制時序(見圖5-10)是以三相線電壓零點為基時控制角a后觸發相應的晶閘管。例如,當AB線電壓過零點時,經過延時控后,觸發反向并聯的SCR1和SCR2,其中承受正壓的導通。于控制系統采用電流百分數(I%)的控制方式來設定焊接參數,因此須事f(1%)關系以一定步長離散化后編制成數表存入單片機程序存儲器中。制中,在系統響應某線電壓零點中斷后,先通過查表來獲得與設定的I%相控制角a,然后進行延時。由于控制系統要對網壓波動進行補償,即根據網調節控制角來使焊接熱量保持恒定,因此a1,a2a3隨著網壓的變化而自動移相。
蘇州威爾達精密逆變點焊機代表目前國內精密點焊機最高水平。蘇州威爾達焊接設備有限公司是專業的焊接設備生產廠家,專注于研制銷售高效節能的電阻焊機、自動化焊接設備及行業性非標專用焊接設備,蘇州威爾達焊接專注于如何提高焊接品質、焊接效率和降低焊接成本。如果您對我們的直流逆變精密點焊機感興趣,請聯系我們:13915583428
轉載請注明出處:蘇州威爾達點焊機www.wanduobang.cn(精密點焊機廠家)
蘇州威爾達精密逆變點焊機代表目前國內精密點焊機最高水平。蘇州威爾達焊接設備有限公司是專業的焊接設備生產廠家,專注于研制銷售高效節能的電阻焊機、自動化焊接設備及行業性非標專用焊接設備,蘇州威爾達焊接專注于如何提高焊接品質、焊接效率和降低焊接成本。如果您對我們的直流逆變精密點焊機感興趣,請聯系我們:13915583428
轉載請注明出處:蘇州威爾達點焊機www.wanduobang.cn(精密點焊機廠家)
下一篇:淺析精密電阻焊事故原因
上一篇:精密點焊機的電場,電流場和溫度場


